



关于铝型材过磅重量的分析
发表时间: 2023-07-19 14:19:48
作者: 平果富晟新材料科技有限公司
浏览:
来源:铝道网
建筑用铝型材结算方式一般为过磅结算与理论结算,过磅结算是将铝型材产品包括包装物等一同过磅,按实际重量乘以每吨价格结算货款;理论结算是型材理论重量乘以每吨价格结算货款。在进行过磅结算时,实际过磅的重量与理论计算的重量存在差异,产生差异的原因有多种,本文主要分析铝型材基材壁厚偏差、表面处理层差异、包装物差异三个方面产生的重量差异,如何进行控制,减少偏差。
1、型材壁厚偏差引起的重量差异
型材的实际壁厚与理论壁厚存在差异,导致过磅重量与理论重量产生差异。
1.1 壁厚偏差分析。
按国标GB/T5237.1标准,外接圆不大于100mm、公称壁厚小于3.0mm,高精级偏差为±0.13mm,按1.4mm壁厚窗框型材举例,理论米重是1.038kg/m,正偏差0.13mm时米重是1.093kg/m,相差0.055kg/m;负偏差0.13mm时米重是0.982kg/m,相差0.056kg/m。按一吨963米计算,一吨料相差53kg。见图1

图1
需要说明:图示只考虑公称壁厚1.4mm部位的壁厚偏差,如果将所有壁厚偏差都考虑在内,其过磅重量与理论重量相差数值为0.13/1.4*1000=93kg。
铝型材壁厚偏差的存在,决定了过磅重量与理论重量不同。实际壁厚越接近理论壁厚,过磅重量越与理论重量相近。铝型材生产过程中,壁厚逐渐变厚,也就是说,同一套模具生产出的产品过磅重量开始比理论重量轻,后来与理论重量相同,再后来比理论重量重。
1.2 控制偏差方法
铝型材模具的质量是控制型材出料米重的根本。首先是要严格控制模具加工时工作带及加工尺寸,从而保证出料的壁厚符合要求,其精度控制在0.05mm范围之内;再者是生产过程的控制,控制好挤压速度,并按照规定模具通过一定数量后下机进行维护;还有就是模具氮化处理,通过提高模具工作带的硬度来减缓壁厚的增加速度。
2、不同壁厚要求的理论重量
铝型材的壁厚存在公差,不同的客户对产品壁厚要求不同,在壁厚公差要求下其理论重量不同。一般要求只正不负,或是只负不正。
2.1 正偏差的理论重量
铝型材壁厚执行正偏差,要求基材主受力部位壁厚实测不低于1.4mm或2.0mm。计算正公差的理论米重方法是绘制壁厚居中偏差图纸,计算米重。例如,壁厚1.4mm窗中梃产品,正公差为0.26mm,负公差为0mm,1.4mm壁厚在居中偏差时的壁厚是1.53mm,此时的型材米重为1.251kg/m。过磅重量的理论重量应按1.251kg/m计算得出。型材壁厚在负0mm时,米重为1.192kg/m;型材壁厚在正0.26mm时,米重为1.309kg/m。见图2

图2
按壁厚1.53mm为依据,只将1.4mm部位壁厚增加到Z大偏差,Z大正偏差时过磅重量相差(1.309-1.251)*1000=58kg。如果所将所有的壁厚均在Z大偏差时(这种情况出现的几率非常小),重量相差0.13/1.53*1000=85kg。
2.2 负偏差的理论重量
要求铝型材壁厚不超过规定值,即壁厚执行负公差,其理论重量应按负差之半时米重计算。例壁厚1.4mm窗中梃产品,按负公差执行,负差为0.26mm,正公差为0mm,取公差之半-0.13mm时米重为理论重量。见图3

图3
壁厚1.4mm米重为1.192kg/m,壁厚为1.27mm米重为1.131kg/m,二者相差0.061kg/m。其产品一吨长度按838米计算,相差0.061*838=51kg。
2.3 不同壁厚下米重计算方法
由上面图示可以看出,本文在计算不同壁厚时采用的公称壁厚增加或减少,而不是全部的部位增加或减少。图中标示填充斜线部位为公称壁厚1.4mm,其他部位为功能槽口翅臂壁厚,功能槽口翅臂壁厚与公称壁厚不同符合GB/T8478标准规定。所以在增减壁厚时主要关注公称壁厚。
从模具出材壁厚的变化进程得知,新模出材所有的壁厚均为负偏差,所以只考虑公称壁厚的变化来比较过磅重量与理论重量的差异比较保守。非公称壁厚部位的壁厚变化是存在的,在极限偏差范围内,Z大偏差时型材米重可以按壁厚比例计算得出。
例:门窗产品中梃型材1.4mm壁厚的米重是1.192kg/m,1.53mm壁厚的米重按比例计算方法是1.192/1.4*1.53,得出米重是1.303kg/m;1.27mm壁厚的米重按比例计算方法是1.192/1.4*1.27,得出米重是1.081kg/m,其他壁厚以此类推。
按1.4mm壁厚情况下,按全部壁厚增减时过磅重量与理论重量相比相差7%~9%。
3、表面处理层厚度引起的重量差异
建筑用铝型材表面一般处理为氧化、电泳、喷涂、氟碳等处理方式,因为有处理层的增加,所以型材的重量也会增加。
3.1 氧化、电泳型材重量增加
氧化、电泳型材表面处理后会形成一层氧化膜和复合膜(氧化膜 电泳漆膜),其厚度为10μm~25μm,表面处理膜会有增重,但因为前处理过程铝型材会损失一些重量,而增加的重量不多,所以氧化、电泳型材处理后,一般米重变化不大,可以忽略不计此变化。大多数铝材厂均按不增加重量处理。
3.2 喷涂型材重量增加
喷涂型材表面有一层粉末喷涂层,厚度不低于40μm,粉末涂层的重量随着厚度的不同而不同。国标推荐在60~120μm,不同类型的粉末,相同的膜厚重量也不相同,按大众化产品,窗框、窗中梃、窗扇外周喷涂一层膜厚,外周长数据见图4,型材喷涂之后增加的重量见表1。
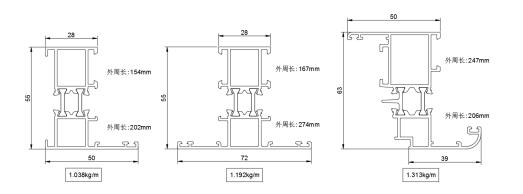
图4
表1
名称 | 米重(kg/m) | 外周长1(mm) | 外周长2(mm) | 膜厚(mm) | 膜重(kg/m) | 膜重占比(%) |
窗框 | 1.038 | 154 | 202 | 0.08 | 0.04272 | 4.1 |
中梃 | 1.192 | 167 | 274 | 0.08 | 0.05292 | 4.4 |
窗扇 | 1.313 | 247 | 206 | 0.08 | 0.05436 | 4.1 |
由上表数据得知,门窗型材喷涂之后增加的重量占比在4~5%,一吨型材约占40~50公斤。
3.3 氟碳漆喷涂型材重量增加
氟碳漆喷涂型材涂层的平均厚度是两涂不低于30μm,三涂不低于40μm,四涂不低于65μm,氟碳漆喷涂产品以两涂三涂产品为多。因氟碳漆的品种不同,其固化之后的密度也不同,以普通氟碳漆为例,增加的重量见下表2。
表2
名称 | 米重(kg/m) | 外周长1(mm) | 外周长2(mm) | 膜厚(mm) | 膜重(kg/m) | 膜重占比(%) |
窗框 | 1.038 | 154 | 202 | 0.04 | 0.02136 | 2.1 |
中梃 | 1.192 | 167 | 274 | 0.04 | 0.02646 | 2.2 |
窗扇 | 1.313 | 247 | 206 | 0.04 | 0.02718 | 2.1 |
由上表数据得知,门窗型材喷涂之后增加的重量占比在2.0~3.0%,一吨型材约占20~30公斤。
3.4 表面处理层厚度控制
粉末与氟碳漆喷涂产品的喷涂层控制是生产中关键工艺控制点,主要控制喷涂喷枪出粉或出漆的稳定、均匀,保证漆膜厚度均匀。实际生产时,二次喷涂是喷涂产品的喷涂层厚度超厚的原因之一,因为质量不合格需要二次喷涂,表面虽然进行打磨但喷涂层依然会超厚。生产厂家要加强喷涂工艺控制,保证喷涂膜厚。
4、包装方式引起的重量差异
铝型材的包装方式多以纸包装与收缩膜包装,包装物的重量因包装方式的不同而不同。
4.1 纸包装重量增加
签定的合同中有关于纸包装重量的规定条款,一般会规定纸包装重量不超过6%,也就是一吨型材中纸的重量不超60kg。
4.2 收缩膜包装重量增加
收缩膜包装增加的重量一般在4%,一吨型材收缩膜重量不超40kg。
4.3 包装样式对重量的影响
型材包装的原则是保护型材,便于搬运,一包型材的重量在15~25kg为宜。一包的数量会影响包装占比。例窗框型材定尺6米一包4支时,重量是25kg,包装纸重1.5kg占比6%。见图5。6支一包时,重量37kg,包装纸重2kg,占比为5.4%。见图6。

图5

图6
由上图可以看出,包装的支数越多,包装物的占比越小;同样包装支数下,型材米重越大,包装占比越小。生产厂家可控制包装支数与包装物的多少来控制包装物占比,来达到合同的包装重量要求。
5、结论
由以上的分析可以得出,型材的过磅重量与理论重量不同,存在偏差。型材壁厚的偏差是重量偏差的主要原因,表面处理层的重量控制相对容易,包装物的重量可控。过磅重量与理论计算得出的重量相差在7%符合标准要求,相差数据控制在5%之内是生产厂家努力目标。
声明:本文内容来源于铝道网。引用目的在于传递更多信息,并不代表赞同其观点和对其真实性负责。如涉及作品内容、版权和其它问题,请来电或致函告之,我们将及时给予处理!来电电话:0776-5608888

点击右上角
分享给朋友吧







 长按图片保存/分享
长按图片保存/分享
0
